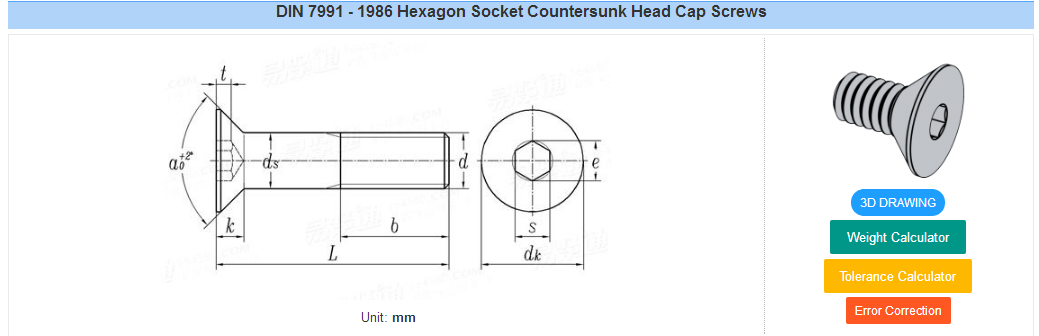
DIN 7991 Bulon i kapakut të kokës me fole gjashtëkëndëshe















Përshkrimi i produktit:
| Emri i produktit | Bulet i kapakut të kokës me fole gjashtëkëndëshi |
| Madhësia | M3-24 |
| Gjatësia | 6-100 mm ose sipas nevojës |
| notë | 4.8/8.8/10.9/12.9 |
| Materiali | Çeliku/35k/45/40Cr/35Crmo |
| Trajtimi i sipërfaqes | E thjeshtë/E zezë/Zinku/HDG |
| Standard | DIN/ISO |
| Certifikata | ISO 9001 |
| Mostra | Mostrat Falas |
Përdorimi:
Në sipërfaqen e vrimës së montimit në copën lidhëse përpunohet një fole e rrumbullakët konike 90 gradë dhe në këtë fole të rrumbullakët ndodhet koka e vidës së sheshtë të makinës, e cila është në të njëjtën linjë me sipërfaqen e pjesës lidhëse. Vidhat e sheshta të makinës përdoren gjithashtu në disa raste me vidhat e sheshta të makinës me kokë të rrumbullakët. Kjo lloj vidhe është më e bukur dhe përdoret në vende ku sipërfaqja mund të lejojë pak zgjatje.


Si të përdoret?
Shumica e vidhave të zhytura përdoren në vende ku sipërfaqja e pjesës nuk mund të ngrihet pas instalimit. Ekzistojnë dy lloje të pjesëve që duhet të fiksohen. Trashësia e kokës, pasi vidha është shtrënguar, një pjesë e fillit të vidës ende nuk hyn në vrimën e filetuar. Në këtë rast, vidhosja e kokës së fundosur sigurisht që mund të shtrëngohet.


Koni i kokës së vidës së kokës së fundosur ka një kënd kon 90 °. Zakonisht, këndi i kulmit të një shpimi të sapo blerë është 118 ° -120 °. Disa punëtorë të patrajnuar nuk e dinë këtë ndryshim këndi dhe shpesh përdorin një stërvitje 120 ° Reaming, e cila rezulton në atë që vidhat e kokës së fundosur nuk tendosen kur shtrëngoni vidhat e kokës së fundosur, por një vijë në fund të kokës së vidës, e cila është një nga arsyet pse të ashtuquajturat vida kundër fundosjes nuk mund të mbahen fort.



Masat paraprake gjatë përdorimit:
1. Konikimi i vrimës së rrahjes duhet të jetë 90 °. Për ta garantuar atë, është më mirë të jetë më pak se 90 °, jo më shumë se 90 °. Ky është një truk kyç.
2. Nëse trashësia e llamarinës është më e vogël se trashësia e kokës së vidhos së kokës së fundosur, mund të ndryshoni vidën më të vogël, ose më mirë të zgjeroni vrimën më të vogël sesa të zgjeroni vrimën në mënyrë që diametri i vrimës së poshtme të bëhet më i madh. dhe pjesa nuk është e ngushtë.
3. Nëse ka vrima të shumta të vidhave të zhytura në pjesë, jini më të saktë gjatë përpunimit. Pasi stërvitja është e shtrembër, është e vështirë të shihet montimi, por mund të shtrëngohet për sa kohë që gabimi është i vogël, sepse kur vidhosja nuk është shumë e ngushtë E madhe (rreth jo më shumë se 8 mm), kur ka një gabim në distanca e vrimës, koka e vidës do të deformohet për shkak të forcës kur të shtrëngohet, ose do të shtrëngohet.
Përparësitë e produktit:
- Përpunimi i saktë
☆ Matni dhe përpunoni duke përdorur mjete makine precize dhe mjete matëse në kushte mjedisore të kontrolluara rreptësisht.
- Çeliku i karbonit me cilësi të lartë (35#/45#)
☆ Me jetë të gjatë, gjenerim të ulët të nxehtësisë, fortësi të lartë, ngurtësi të lartë, zhurmë të ulët, rezistencë të lartë ndaj konsumit dhe karakteristika të tjera.
- Me kosto efektive
☆ Përdorimi i çelikut të karbonit me cilësi të lartë, pas përpunimit dhe formimit të saktë, përmirëson shumë përvojën e përdoruesit.
Trajtimi i sipërfaqes:
- E ZI
☆ E zeza është një metodë e zakonshme për trajtimin e nxehtësisë së metaleve. Parimi është të bëhet një film oksidi në sipërfaqen metalike për të izoluar ajrin dhe për të arritur parandalimin e ndryshkut. Zierja është një metodë e zakonshme për trajtimin e nxehtësisë së metaleve. Parimi është të bëhet një film oksidi në sipërfaqen metalike për të izoluar ajrin dhe për të arritur parandalimin e ndryshkut.
- ZINK
☆ Elektro-galvanizimi është një teknologji tradicionale e trajtimit të veshjes metalike që siguron rezistencë bazë ndaj korrozionit në sipërfaqet metalike. Përparësitë kryesore janë saldueshmëria e mirë dhe rezistenca e përshtatshme e kontaktit. Për shkak të vetive të mira të lubrifikimit, kadmiumi përdoret zakonisht në produktet e aviacionit, hapësirës ajrore, detare dhe radio dhe elektronike. Shtresa e veshjes mbron nënshtresën e çelikut nga mbrojtja mekanike dhe kimike, kështu që rezistenca e saj ndaj korrozionit është shumë më e mirë se zinku.
- HDG
☆ Përparësitë kryesore janë saldueshmëria e mirë dhe rezistenca e përshtatshme e kontaktit. Për shkak të vetive të mira të lubrifikimit, kadmiumi përdoret zakonisht në produktet e aviacionit, hapësirës ajrore, detare dhe radio dhe elektronike. Shtresa e veshjes mbron nënshtresën e çelikut nga mbrojtja mekanike dhe kimike, kështu që rezistenca e saj ndaj korrozionit është shumë më e mirë se zinku. Zinku me zhytje të nxehtë ka rezistencë të mirë ndaj korrozionit, mbrojtje sakrifikuese për nënshtresat e çelikut, rezistencë të lartë ndaj motit dhe rezistencë ndaj erozionit të ujit të kripur. Ai është i përshtatshëm për fabrikat kimike, rafineritë dhe platformat operative bregdetare dhe në det të hapur.
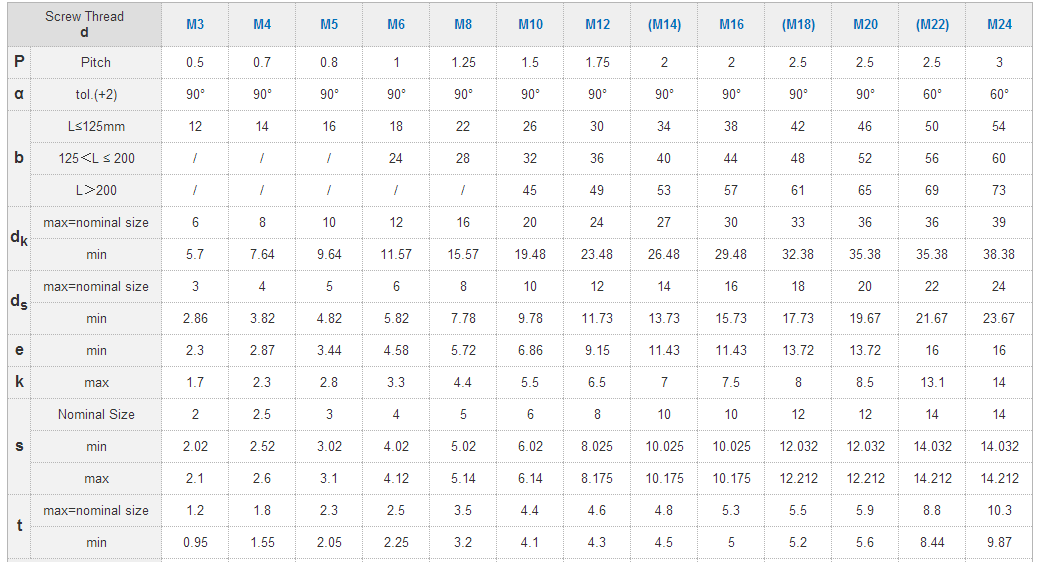
Parametri i produktit:
DIN 7991 STANDARD
PAKETA JONË:
1. Qese 25 kg ose thasë 50 kg.
2. çanta me paletë.
3. Kuti kartoni 25 kg ose kartona me paletë.
4. Paketimi sipas kërkesës së klientëve




Kategoritë e produkteve
-

Bulon i kapakut të kokës së folesë gjashtëkëndësh DIN 912
-

Din 7984 rrufe në qiell të hollë me kapak koke me fole gjashtëkëndore
-

Bulon i syrit të karbonit DIN 444
-

DIN 960 Klasa metrike me tërheqje të lartë 8.8 10.9 12.9...
-

EN14399 DIN6914 Struktura gjashtëkëndore me rezistencë të lartë...
-

Bulon Strukturor Heavy Hex ASTM A325





